Der richtige Umgang mit Produktionsabluft ist eine zentrale Aufgabe der modernen Fleischwarenerzeugung. Es muss sichergestellt werden, dass die anfallende Abluft abgeführt und durch Frischluft ersetzt wird, so dass die Luftqualität und Hygiene in den Produktionsbereichen den strengen Arbeitsplatzbestimmungen[1] und den Anforderungen der Qualitätssicherung entsprechen. Die behördlichen Betriebsgenehmigungsbescheide legen für die Abluft zunehmend strenge Auflagen an die zulässigen Emissionen für Stoffe und Gerüche fest, die eine wirksame Abluftbehandlung erforderlich machen. Aufgrund der steigenden Energiekosten sowie der Anforderungen an die Nachhaltigkeit der Ernährungswirtschaft, sind die Ziele von Energieeffizienz und Wärmerückgewinnung für die Unternehmen von sehr großer Bedeutung. Die Verantwortlichen für Technik und Umwelt vieler Unternehmen sehen sich mit der Herausforderung konfrontiert, die richtigen Lösungen zu realisieren, die auf der einen Seite passgenau den formulierten Anforderungen und Zielen an den Umgang mit der Produktionsabluft entsprechen, und auf der anderen Seite ausreichend Flexibilität für die Gestaltung der Produktionsprozesse lassen.
Die Tönnies-Unternehmensgruppe mit Hauptsitz in Rheda-Wiedenbrück in Ostwestfalen ist
Hersteller von hochwertigen Lebensmitteln. Im Rahmen einer für das Jahr 2020 geplanten Kapazitätserweiterung wurde die Einbindung neuer Fritteusen und Garöfen in die Abluft- und Raumlufttechnik notwendig. In den Anlagen werden unterschiedliche Fleischwaren produziert, von Schnitzeln, über Gyors und Hamburger bis zu Kebab und Toasties. Trotz klarer Wachstumspläne wollte das Unternehmen nicht von den in der AGENDA t30 festgelegten Zielen zur Senkung der CO2-Emissionen abweichen. Deshalb wurden alle erforderlichen Maßnahmen und die angebotenen Lösungskonzepte genau unter die Lupe genommen.
Eine Anlage zur Thermischen Nachverbrennung, das noch immer weit verbreitete konventionelle Verfahren zur Abluftreinigung, wurde aus verschiedenen Gründen ausgeschlossen. Der hohe Verbrauch von fossilen Energieträgern und die hohen Sekundäremissionen wie NOx und CO2 waren zentrale Faktoren in dieser Grundsatzentscheidung.
Nach der Abwägung verschiedener alternativer Verfahren, fiel letztlich die Entscheidung für ein mehrstufiges Abluftfiltersystem mit integrierter Wärmerückgewinnung von KMA Umwelttechnik. Das bewährte KMA ULTRAVENT® Abluftfiltersystem wird in vielen verschiedenen Industriezweigen eingesetzt und kann dank seiner modularen Bauweise konkret auf die Anforderungen des Kunden ausgerichtet werden. Für die Verantwortlichen von Tönnies waren verschiedene Aspekte für die Auslegung der Ablufttechnik wichtig.
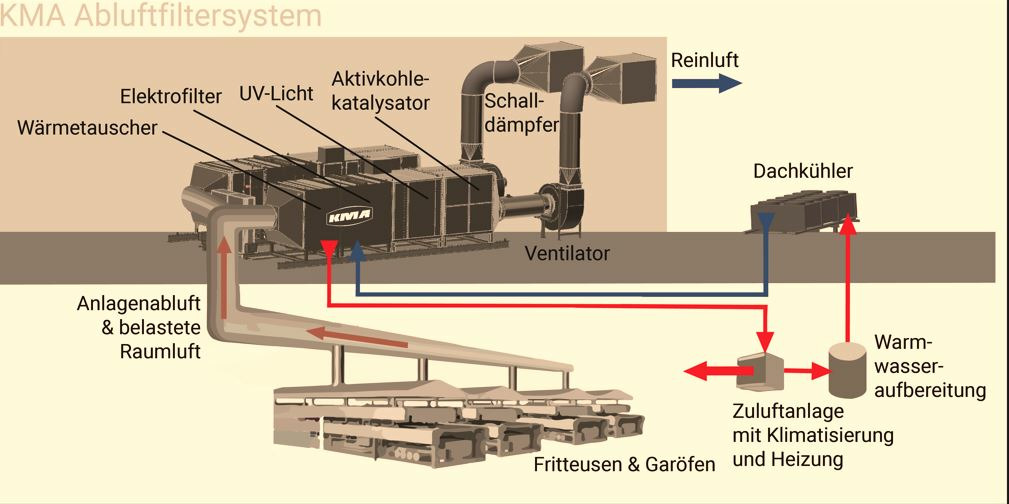
So musste der Auslegung des Abluftsystems zugrunde gelegt werden, dass die Abluft aus 9 verschiedenen Fritteusen und Garöfen zusammengeführt werden. Die einzelnen Ablufttemperaturen betragen bis zu 130°C und haben insbesondere bei den Garöfen eine sehr hohe relative Feuchte von bis zu 90 – 100%. Zudem sollte eine definierte Menge an geruchsbelasteter Raumluft erfasst und abgeführt werden. Es wurde ein 20-facher Luftwechsel im Produktionsraum angestrebt.[1] Die abgesaugte Abluft wird dafür durch Frischluft ersetzt, die auf die vorgegebene Raumtemperatur gekühlt oder erwärmt wird. Aus den verschiedenen Abluftquellen resultiert ein Abluftgemisch von 40.000 bis 45.000 m³/h, das je nach Rezeptur und Auslastung der Produktion eine hohe Gesamttemperatur von bis zu 90°C besitzen kann und neben der Feuchte auch eine hohe Fracht an Aerosolen aus Fetten und Ölen mit sich führt.
Den alternativen Abluftreinigungsverfahren war gemein, dass die potenziell hohen Ablufttemperaturen zunächst auf ca. 60°C abgesenkt werden sollten, um eine wirksame Abscheidung von Stoffen und Gerüchen zu gewährleisten. Das Lösungskonzept von KMA Umwelttechnik bot in dieser Hinsicht den entscheidenden Vorteil der integrierten Wärmerückgewinnung.[2] Der Abluftstrom wird in dem Filtersystem zunächst durch Lamellenwärmetauscher geführt, in denen denen Wärmeenergie an einen Kreislauf mit Kühlmedium übertragen wird. Dabei wird dem heißen Abluftstrom wertvolle wieder verwertbare Prozesswärme entzogen und gleichzeitig die Temperatur auf die gewünschten 60 Grad für optimale Partikelabscheidung gesenkt.
Bei alternativen Verfahren ohne diese Wärmerückgewinnung, hätte der Anteil der dem Abluftgemisch zugeführten Raumluft deutlich erhöht werden müssen, um die Gesamttemperatur auf das erforderliche niedrige Niveau zu senken. Das bedeutet, die belastete Produktionsabluft hätte z.B. mit dem dreifachen Anteil von Raumluft vermischt werden müssen. Da diese entzogene Raumluft jedoch stets durch gekühlte oder erwärmte Zuluft ersetzt werden muss, wäre eine deutliche Vergrößerung der Zuluftanlagen und einen hohen Energieverbrauch erforderlich gewesen. Ebenso hätte das gesamte Abluftsystem inklusive der Rohrleitungen für höhere Luftmengen dimensioniert werden müssen, wodurch ebenfalls die Investitions- und Betriebskosten gestiegen wären.
Im Gegensatz dazu erlaubt die Wärmerückgewinnung des ULTRAVENT® Verfahrens die energieeffiziente Nutzung der Prozesswärme für das Heizen von Zuluft und das Erwärmen von Wasser. Überschüssige Energie wird über einen Dachkühler abgenommen. Insgesamt überzeugte dieser Ansatz mit einer deutlich besseren Energieeffizienz im Vergleich zu den anderen Verfahren.
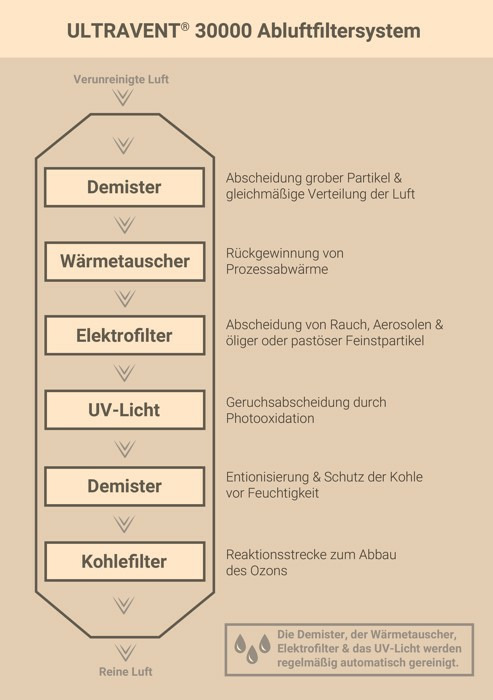
Selbstverständlich stand auch eine wirksame Abscheidung von Stoffen und Gerüchen im Fokus. Das Lösungskonzept von KMA Umwelttechnik sieht dafür ein vielfach bewährtes mehrstufiges Verfahren vor. Mehrstufiges Filtersystem kombiniert Elektrofilter und UV-Licht für hohen Wirkungsgrad. Ein Edelstahl-Demister dient als Vorfilter. Er scheidet große Partikel aus der Abluft ab und fördert darüber hinaus das Bilden von Tröpfchen aus den Fett- und Ölaerosolen. Anschließend wird die Abluft durch den bereits erwähnten Wärmetauscher geführt. Die Absenkung der Ablufttemperatur bewirkt, dass die relative Feuchte der Abluft steigt und dass gasförmige Stoffe teilweise gemeinsam mit Wasser auskondensieren und abgeschieden werden. Die abgekühlte Abluft wird im nächsten Schritt in einem zweistufigen elektrostatischen Filter intensiv von Fetten, Ölen und sonstigen Partikeln gereinigt. Durch Ionisation der Luft mit Hilfe vieler im Luftstrom angeordneter Elektroden wird ein starkes elektrisches Feld aufgebaut. Durch den so entstehenden Ladungsunterschied werden feine Partikel und Aerosole im Abluftstrom in der nachfolgend angeordneten Kollektorzone auf Metallplatten festgehalten und so aus dem Luftstrom entfernt. Dies alles erfolgt mit einem sehr geringen Energieaufwand, denn die Leistungsaufnahme des Elektrofilters liegt im Bereich von unter 0,1 Ampere. Der flüssige Teil der gefilterten Substanzen tropft von den Kollektorplatten ab. Die zweite Fraktion bildet einen schmierigen oder festen Belag auf der Filteroberfläche. Gegenüber mechanischen Filtern besitzt die elektrostatische Abscheidung den großen Vorteil, dass nur ein sehr geringer Luftwiderstand erzeugt wird. Der elektrostatische Filter wird zudem nicht durch die abgeschiedenen Fette und Öle verstopft. Der Energieaufwand für die Förderung der Abluft bleibt dadurch gering. Die Abscheidung der Partikel im elektrostatischen Filter leistet bereits einen wichtigen Beitrag zur Verringerung der Geruchsbelastung der Abluft. Um einen weitergehenden Abbau von Gerüchen zu erreichen, wird die Abluft in der nächsten Verfahrensstufe intensiv mit UV-Licht bestrahlt. Durch die dabei entstehende photochemische Reaktion werden Ozon und Sauerstoffradikale gebildet, die gemeinsam mit den Lichtwellen die Neutralisierung der geruchsbildenden Moleküle bewirken.
Nach der UV-Licht Behandlung wird die Abluft abschließend durch einen Aktivkohle-Katalysator geführt. Das überschüssige Ozon wird in der Kohle gebunden. Um einen kontinuierlich hohen Wirkungsgrad aller Verfahrensstufen sicherzustellen, ist das Filtersystem mit einem automatischen Reinigungssystem (Cleaning In Place, CIP) ausgestattet. Gleich einem integrierten Geschirrspüler werden Demister, Wärmetauscher, Elektrofilter und UV-Lichtröhren über verschiedene bewegliche Düsenstöcke mit erwärmtem Wasser und einem zu dosierten Reinigungsmittel vollautomatisch gereinigt. Die Reinigungsflüssigkeit zirkuliert dabei vielfach zwischen dem Wassertank und dem Filtersystem, um eine hohe Reinigungswirkung bei gleichzeitig schonendem Umgang mit Ressourcen zu erreichen. Der Aktivkohle-Katalysator wird durch einen vorgestellten Demister von dem Reinigungswasser abgeschirmt.
Um einen kontinuierlichen Betrieb der Produktion zu erlauben, wurde das Abluftfiltersystem mit einer gewissen Reserve ausgelegt. Zwei Filtergeräte mit einer Abluftkapazität von jeweils 30.000 m³/h wurden parallelgeschaltet und damit eine theoretische Gesamtkapazität von bis zu 60.000 m³/h Abluft zu schaffen, von denen im Regelbetrieb nur etwa 40.000 bis 45.000 m³/h genutzt werden.[1] Sofern ein Filtergerät zu Zwecken der Reinigung oder Wartung außer Betrieb genommen wird, so überbrückt das zweite Gerät mit 30.000 m³/h Kapazität, ohne dass die Produktion unterbrochen werden muss. Ausgestattet mit leistungsstarken Schalldämpfern wurde diese Zwillingsanlage auf dem Hallendach des Tönnies Betriebes aufgestellt und mit einem Wetterschutzgehäuse umbaut.
Mit diesem Abluftfiltersystem mit integrierter Wärmerückgewinnung haben die Verantwortlichen für die Abluft- und Raumlufttechnik von Tönnies nicht nur ein energieeffizientes und wirksames System zur Abluftbehandlung geschaffen. Die Lösung bietet noch einen weiteren Vorteil, denn sie schafft Flexibilität. Selbst als im Nachgang geplant wurde, den Produktionsbereich von einem klimatisierten Bereich in einen thermischen Bereich mit höherer Raumtemperatur umzustellen, konnten die Verantwortlichen beruhigt grünes Licht geben. Mit dem System können alle denkbaren Produktionsszenarien und Raumtemperaturen angefahren werden.
Zum Pressefach von KMA Umwelttechnik GmbH
Downloads zu dieser Pressemitteilung
Bild2_jpg.pngDatei: image/jpeg (112 KBytes)
Copyright © | Quelle: KMA